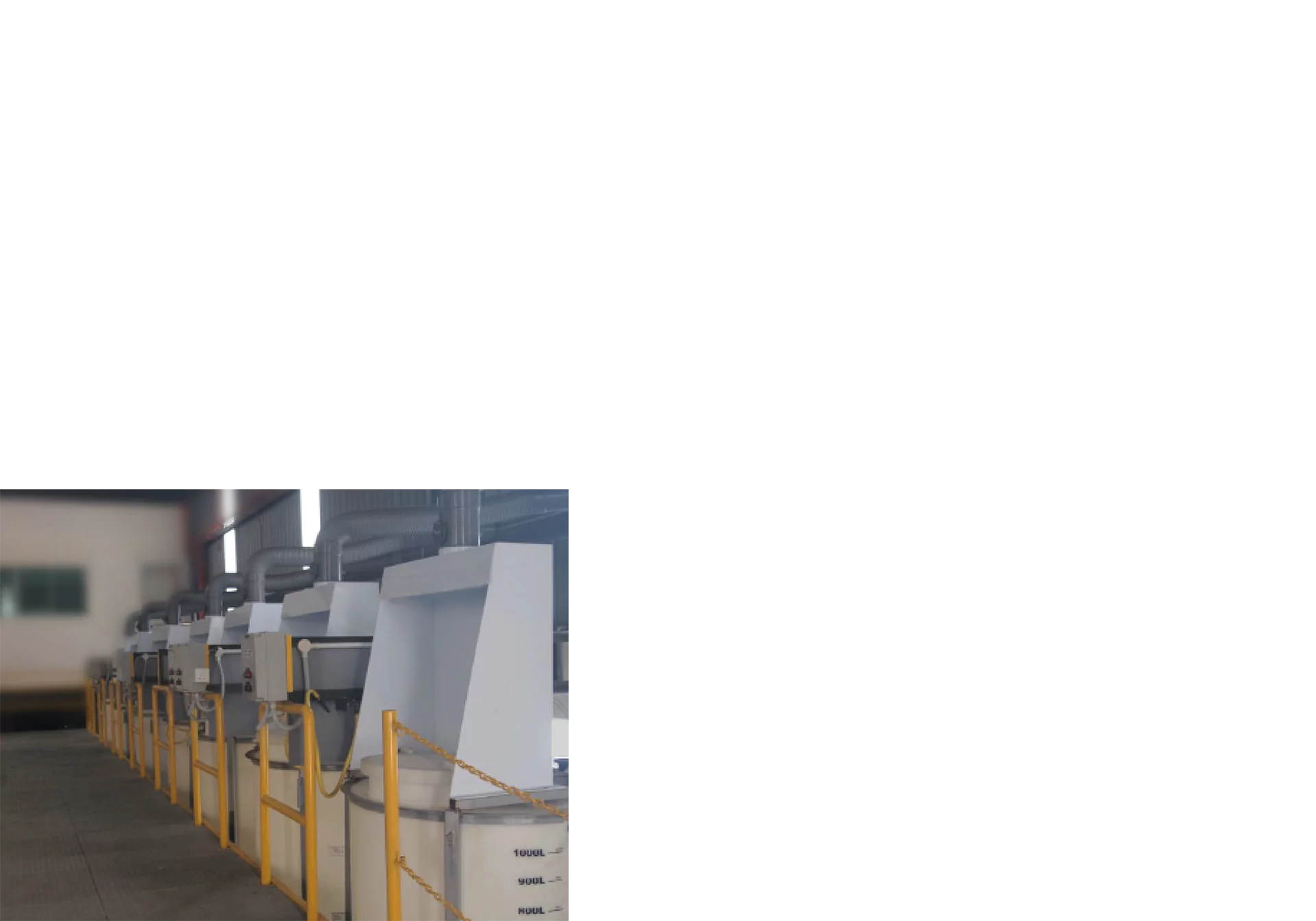
Our production hall is well-equipped with state-of-the-art systems, machinery and equipment. These include semi-automation machines like stirrers and mixers, scrubber technology, a dust collection system and an industrial ventilation system – all of which are seamlessly integrated as part of a sophisticated manufacturing process.
This is supported by our two storage facilities, which are fully dedicated to storing raw materials and finished goods.